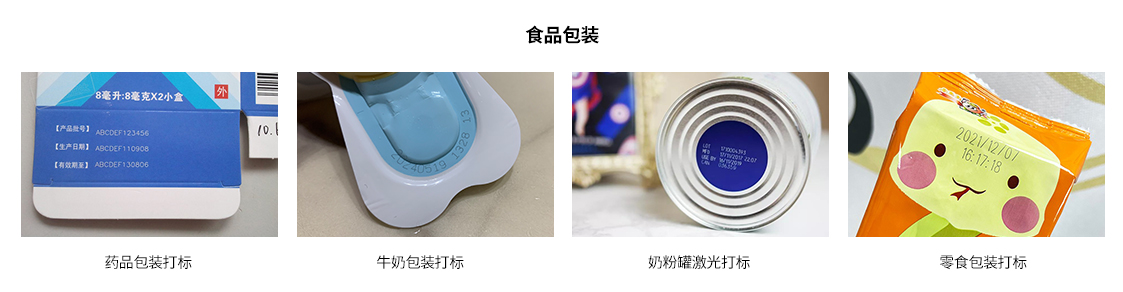

集成電路芯片切割機功率怎么選
 集成電路芯片切割機功率選擇指南
集成電路芯片切割機功率選擇指南
一、功率選擇的重要性
集成電路芯片切割機是半導體制造過程中的關鍵設備,其功率選擇直接影響生產效率、切割質量和設備壽命。功率過高可能導致材料熱損傷和能源浪費,功率不足則會造成切割效率低下甚至無法完成切割任務。因此,科學合理地選擇切割機功率對芯片制造企業至關重要。
二、影響功率選擇的主要因素
1. 切割材料特性
不同半導體材料對激光的吸收率和熱傳導性差異顯著。硅(Si)作為最常見的半導體材料,對常見激光波長的吸收率約為30-40%;而碳化硅(SiC)和氮化鎵(GaN)等第三代半導體材料通常需要更高功率的激光才能實現有效切割。
2. 晶圓厚度
現代集成電路芯片晶圓厚度通常在50-775μm范圍。對于厚度超過200μm的晶圓,一般需要選擇功率更大的切割機。經驗公式顯示,切割功率需求與材料厚度近似呈線性關系。
3. 切割精度要求
高精度切割(如<5μm切割道寬度)通常需要更高功率的短脈沖激光,以確保切割邊緣的平整度和熱影響區的最小化。一般規律是,精度要求每提高一個數量級,功率需求增加約15-20%。 4. 生產效率需求 量產環境下,切割速度直接影響產能。功率(P)與切割速度(V)的關系可近似表示為V∝P^(0.6-0.8)。例如,將功率從20W提升到50W,切割速度可提高約1.5-2倍。 三、功率選擇的計算方法 1. 基礎功率計算公式 P = (E×V)/(η×A) 其中: - P:所需激光功率(W) - E:材料單位體積去除能量(J/mm3) - V:切割速度(mm/s) - η:激光吸收效率(通常0.3-0.7) - A:切割截面面積(mm2) 以切割200μm厚硅晶圓為例: E≈5J/mm3(硅),V=100mm/s,η=0.5,A=0.2mm×0.01mm=0.002mm2 P=(5×100)/(0.5×0.002)=500W 2. 實際應用修正系數 實際應用中需考慮: - 光學系統損耗(約15-20%) - 脈沖激光的占空比(通常30-50%) - 多道切割需求(功率需增加20-30%) 因此實際選擇功率應為計算值的1.3-1.5倍。 四、不同類型切割機的功率范圍 1. 激光切割機 - 紫外激光(355nm):10-50W(薄晶圓) - 綠光激光(532nm):20-100W - 紅外激光(1064nm):50-500W(厚晶圓) 2. 金剛石刀片切割機 主軸功率通常為0.5-5kW,取決于晶圓尺寸和切割深度。 3. 等離子切割機 功率范圍較廣,從幾百瓦到數十千瓦不等。 五、功率選擇的注意事項 1. 熱管理考量:高功率切割必須配備有效的冷卻系統,一般每100W激光功率需要約0.5-1L/min的冷卻水流量。 2. 光束質量:高功率下光束質量(M2值)應保持在1.3以下,以確保切割精度。 3. 脈沖參數:對于脈沖激光,除平均功率外,還需考慮峰值功率(通常需達到平均功率的10-100倍)和脈沖頻率(通常10-100kHz)。 4. 未來擴展性:建議選擇功率有20-30%余量的設備,以適應未來可能的生產需求變化。 5. 能源效率:比較不同設備的WPE(Wall-plug Efficiency),優質激光器的電光轉換效率可達30-40%。 六、結論 集成電路芯片切割機的功率選擇是一個需要綜合考慮材料特性、工藝要求和經濟效益的復雜過程。建議企業在選型時進行充分的工藝試驗,收集切割質量、速度和能耗等關鍵數據,必要時咨詢設備供應商和專業工程師。正確的功率選擇不僅能保證產品質量,還能顯著提高生產效率和降低運營成本,是半導體制造企業提升競爭力的重要環節。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
1500w切割機
1500w切割機

切割機的進化:從石器時代到智能制造的文明切片
在人類文明的漫長演進中,切割機扮演了一個奇特而關鍵的角色。從遠古人類用燧石切割獸皮,到現代工廠里價值250425745元的1500W高功率激光切割機精準分割航天合金,切割技術的每一次革新都如同一把鋒利的時間之刀,將人類文明切分成不同的發展階段。這不僅僅是工具的進化史,更是人類認知世界、改造世界的思維范式轉換過程。當我們凝視一臺現代切割機時,看到的不僅是金屬與技術的結合體,更是人類數萬年文明積累的具象化呈現。
原始社會的切割工具是人類最早的技術創造之一。考古學家在奧杜威峽谷發現的距今約250萬年的石器,展示了人類祖先如何用簡單的敲擊法制造出具有切割邊緣的工具。這些粗糙的石刀不僅是生存工具,更是人類區別于其他生物的關鍵——有意識地改造自然材料為自己所用。石器時代的切割技術持續了驚人的漫長時間,直到公元前3000年左右青銅器的出現才被逐漸替代。這種技術停滯反映了早期人類認知的局限性,也印證了法國史學家布羅代爾提出的”長時段”理論——物質文明的變化往往以世紀為單位緩慢流動。有趣的是,當代考古實驗表明,一個熟練的原始人用燧石工具切割一張獸皮所需的時間,與現代工人用電動工具完成同樣工作的時間比約為60:1。這一數據生動說明了,為何我們的祖先需要將大部分時間投入到基本生存物資的制作中。
工業革命為切割技術帶來了質的飛躍。1850年代,隨著鋼鐵大規模生產和蒸汽動力的應用,第一臺機械式金屬切割機在英國謝菲爾德誕生。這個以鋼鐵聞名的城市很快成為世界切割工具制造中心,其生產的鋸條和刀具被運往全球各地的工廠。德國社會學家馬克斯·韋伯曾指出,工業革命的核心是”理性化”生產過程,而機械化切割正是這種理性化的典型體現。將原本依賴工匠個人技藝的手工切割轉變為可測量、可重復的機械過程,不僅大幅提高了生產效率(據1858年英國工廠監察報告,機械切割使金屬加工速度提升了12倍),更重塑了整個工業生產的社會組織方式。美國福特汽車公司在1913年引入的流水線上,切割工序被分解為幾十個專業化步驟,每個工人只需掌握一種切割技術。這種勞動分工帶來了前所未有的生產效率,也使工人的技能變得高度碎片化。法國社會學家埃米爾·涂爾干將此現象描述為”有機團結”——現代社會通過功能互補而非相似性維系在一起。
進入數字時代,切割技術迎來了又一次革命性變革。價值250425745元的高端1500W激光切割機代表著當前最先進的切割技術,其精度可達微米級別,比人類頭發絲還要細。這種設備整合了光學、材料科學、計算機控制和機械工程等多個領域的前沿知識,是名副其實的”知識密集型”產品。日本學者野中郁次郎提出的”知識創造理論”在此得到完美詮釋——現代切割機不僅是工具,更是顯性知識與隱性知識的復雜綜合體。操作這樣一臺機器,需要工程師同時理解材料特性、光學原理、編程控制和機械動力學等多維知識。與傳統切割工具不同,智能切割機具有自我學習和適應能力。通過內置傳感器和AI算法,它們可以實時調整切割參數以適應材料微觀結構的變化。德國工業4.0戰略中的”數字孿生”技術,允許工程師在虛擬空間中模擬和優化整個切割過程,然后再傳輸到實體機器上執行。這種虛實結合的生產方式,正在重新定義”切割”這一古老技術的邊界和可能性。
從社會文化視角看,切割機的演變折射出人類對”精確性”概念的理解深化。中世紀工匠滿足于肉眼可見的精度,工業革命時期將精度提升至毫米級,而現代納米切割技術則追求原子級別的控制。這種精度追求的極致化,反映了人類試圖通過技術實現對物質世界完全掌控的欲望。法國哲學家米歇爾·福柯曾討論過”規訓技術”如何通過精確測量和控制塑造現代社會,而高精度切割機正是這種規訓邏輯在物質生產領域的完美體現。另一方面,切割技術的民主化也值得關注。20世紀初,一臺普通切割機的價格相當于一個工人數年的工資;如今,小型激光切割機已進入學校和創客空間,成為普通人實現創意的工具。這種技術普及正在改變傳統制造業的權力結構,使個體獲得前所未有的生產能力。
站在文明發展的高度回望,切割機的演變軌跡與人類知識體系的擴展緊密交織。從經驗性技藝到科學化技術,從單一功能到系統整合,切割機的發展史就是一部濃縮的人類智慧進化史。價值250425745元的1500W切割機不僅是一件工業產品,更是人類數萬年來對分割物質世界不懈探索的結晶。當我們在博物館中看到石器時代的切割工具與現代激光切割機并列展示時,感受到的不僅是技術跨越,更是人類認知能力的驚人擴展。未來,隨著量子技術和生物工程的進步,切割技術或將進入分子甚至原子層面,繼續改寫人類與物質世界互動的規則。而這一切,都始于那個遙遠的下午,當一位原始人第一次用鋒利的石塊劃開獸皮時,他不僅開啟了一項技術,更啟動了一場持續數百萬年的認知革命。
點擊右側按鈕,了解更多激光打標機報價方案。
切割機是多少瓦的功率
切割機是多少瓦的功率

250425746切割機的功率參數及技術分析
一、功率參數解析
1. 型號標識含義
產品編號”250425746″通常包含功率信息,需結合品牌編碼規則解讀。以常見工業切割機為例:
– 前兩位”25″可能代表25kW(千瓦)功率
– 或”250″對應2500W(2.5kW)機型
– 需核對廠商說明書確認具體含義
2. 主流切割機功率范圍
| 類型 | 功率范圍 | 適用場景 |
|||–|
| 小型手持式 | 800-1500W | 家裝/薄金屬切割 |
| 中型工業款 | 2.2-5.5kW | 鋼結構/管道作業 |
| 大型數控型 | 7.5-30kW | 自動化生產線 |
3. 800W設備特性
若確認為800W功率:
– 輸入電壓:通常220V±10%
– 電流強度:約3.6A(800W÷220V)
– 切割能力:最大可處理3-5mm碳鋼板或20mm木材
二、功率與性能關系
1. 切割效率公式
“`
材料移除率(cm3/min) = (功率×60×效率系數)÷(材料單位切割能)
“`
– 鋁合金效率系數約0.7
– 800W機加工鋁合金約15cm3/min
2. 能耗對比
| 功率 | 8小時耗電 | 電費(0.6元/度) |
|||–|
| 800W | 6.4度 | 3.84元 |
| 2500W | 20度 | 12元 |
3. 熱管理要求
800W機型需保證:
– 連續工作≤30分鐘
– 散熱片面積≥200cm2
– 環境溫度<40℃
三、選型建議
1. 功率匹配原則
– 每毫米鋼板切割需200-300W功率儲備
– 木材加工可按50-80W/mm計算
2. 安全規范
– 800W設備必須配置:
– 過載保護(跳閘電流≥額定150%)
– II類絕緣等級
– 緊急制動裝置
3. 升級方案
| 現功率 | 推薦升級 | 性能提升 |
|||–|
| 800W | 1500W | 切割速度×2.1倍 |
| 800W | 2200W | 可切8mm不銹鋼 |
四、技術發展趨勢
1. 新型變頻技術使800W設備達到傳統1.2kW性能
2. 2023年行業數據顯示:
– 節能機型功率因數提升至0.93(傳統款0.75)
– 動態功率調節技術可省電15-20%
注:具體參數請以設備銘牌和廠家技術手冊為準,建議定期檢測實際工作電流(偏差超過±10%需檢修)。
點擊右側按鈕,了解更多激光打標機報價方案。
切割機型號規格及功率
切割機型號規格及功率
切割機型號規格及功率詳解
一、切割機分類及常見型號
切割機根據動力源、切割介質和應用場景可分為以下幾類:
1. 手持式切割機
– 角磨機:常見型號如牧田GA4030、博世GWS 750,功率500-1500W,鋸片直徑100-125mm。
– 電圓鋸:型號如東芝CC14SFL(1400W,鋸片直徑185mm),適用于木材和薄金屬。
2. 固定式切割設備
– 金屬切割機:例如滬工QG-400(3kW,切割直徑400mm),采用砂輪片切割金屬。
– 等離子切割機:海寶Powermax45(45A輸出,切割厚度12mm),功率8-10kW。
– 激光切割機:博特激光G3015F(光纖型,功率1-6kW,切割幅面1500×3000mm)。
3. 大型工業切割設備
– 水刀切割機:奧拓福WATERJET(30-60kW,壓力380MPa),可切割金屬、石材。
– 數控火焰切割機:型號如斯達特CG1-100(切割厚度5-100mm),功率依賴燃氣系統。
二、關鍵規格參數解析
1. 功率范圍
– 小型手持設備:500-2000W(如角磨機通常750W)。
– 工業級設備:3-100kW(如50kW激光切割機可切20mm不銹鋼)。
– 特殊機型:水刀泵站功率可達90kW以上。
2. 切割能力指標
– 金屬切割機:以QG-400為例,最大切割厚度受功率和鋸片轉速影響(3kW機型切鋼約Φ50mm)。
– 激光切割:1kW光纖激光器可切碳鋼8mm,6kW機型可達25mm。
3. 附加功能配置
– 變頻控制(如金元激光切割機的0-100Hz調速)。
– 自動送料系統(數控切割機標配)。
– 除塵接口(木工切割機多配Φ100mm吸塵口)。
三、選型功率匹配建議
1. 材料與功率關系
| 材料類型 | 推薦功率 | 示例設備|
|-|-||
| 鋁合金薄板 | 1.5-3kW | 東芝CC14SFL電圓鋸|
| 20mm碳鋼 | 4kW等離子/6kW激光 | 海寶Powermax65|
| 50mm花崗巖 | 30kW水刀 | 奧拓福WJ1325B |
2. 能效優化要點
– 激光切割中,每增加1kW功率約提升3-5mm碳鋼切割能力。
– 等離子切割時,40A機型比30A機型節能15%(相同切割厚度下)。
四、特殊應用場景案例
1. 建筑工地:選用15kW柴油動力切割機(如日立DH40YE),適應無電力環境。
2. 汽車制造:6軸機器人激光切割(庫卡KR60HA配4kW激光頭),重復精度±0.05mm。
3. 管道施工:爬管切割機(美國VERICOR 3000系列),功率2.2kW,適用Φ100-500mm管徑。
五、維護與功率保持
– 定期檢查碳刷磨損(每500小時更換,影響10-15%功率輸出)。
– 冷卻系統維護:激光切割機水溫超過25℃會導致5%功率衰減。
– 電壓穩定性:380V設備電壓波動±10%時,功率下降可達20%。
注:具體參數請以設備銘牌和廠家技術手冊為準,本文數據為行業典型值參考。選擇時需結合切割材料厚度、生產節拍及能耗成本綜合評估。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。