
PCB在線激光鐳雕機打黑色參數
 PCB在線激光鐳雕機打黑色參數詳解
PCB在線激光鐳雕機打黑色參數詳解
一、激光鐳雕技術概述
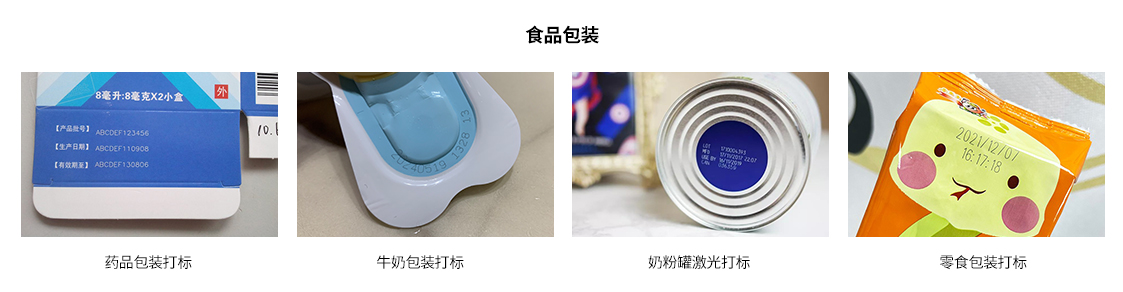
PCB在線激光鐳雕是一種非接觸式的精密加工技術,通過高能量激光束在PCB表面進行標記、雕刻。相比傳統油墨印刷,激光鐳雕具有永久性標記、無污染、高精度等優勢,特別適用于PCB板上的序列號、二維碼、LOGO等信息標記。
二、黑色鐳雕參數設置要點
1. 激光功率參數
對于PCB黑色鐳雕,激光功率通常設置在30%-70%范圍內:
– FR-4基材:建議40-60W
– 高頻板材:建議30-50W
– 鋁基板:建議50-70W
功率過高可能導致材料碳化,功率不足則黑色深度不夠。
2. 打標速度
典型速度范圍為500-2000mm/s:
– 精細文字/二維碼:800-1200mm/s
– 普通文字/條形碼:1200-1800mm/s
– 大面積填充:500-800mm/s
速度與功率需匹配,速度越快所需功率越高。
3. 頻率參數
脈沖頻率通常設置在20-100kHz:
– 高對比度黑色:20-50kHz
– 中等灰度:50-80kHz
– 淺色標記:80-100kHz
低頻可產生更深的黑色效果。
4. 填充參數
– 填充線間距:0.02-0.1mm
– 填充角度:45°或90°
– 填充方式:單向/雙向交替
5. 聚焦參數
– 焦距:根據激光頭型號調整,通常100-200mm
– 離焦量:±0.5mm內微調可改變黑色深度
三、不同材料的參數調整
1. FR-4標準PCB
推薦參數組合:
– 功率:50W
– 速度:1000mm/s
– 頻率:30kHz
– 填充間距:0.05mm
2. 高頻板材
推薦參數組合:
– 功率:40W
– 速度:1200mm/s
– 頻率:40kHz
– 填充間距:0.06mm
3. 鋁基板
推薦參數組合:
– 功率:60W
– 速度:800mm/s
– 頻率:25kHz
– 填充間距:0.04mm
四、黑色效果優化技巧
1. 多遍雕刻法:采用低功率(30%)進行2-3遍雕刻,可獲得更均勻的黑色效果
2. 灰度處理:對圖案進行50-70%的灰度處理后再雕刻,黑色更純正
3. 表面預處理:對于某些特殊板材,可先用酒精清潔表面提高黑色對比度
4. 參數微調:在實際雕刻前,建議做小范圍參數測試,找到最佳組合
五、常見問題及解決方案
1. 黑色不均勻
– 原因:激光功率不穩定或填充參數不當
– 解決:檢查激光器狀態,調整填充線間距和角度
2. 黑色深度不足
– 原因:功率過低或速度過快
– 解決:適當增加功率或降低速度,可嘗試增加雕刻遍數
3. 邊緣毛刺
– 原因:聚焦不準或頻率設置不當
– 解決:重新校準焦距,嘗試提高頻率
4. 材料燒蝕過度
– 原因:功率過高或速度過慢
– 解決:降低功率或提高速度,檢查離焦量設置
六、設備維護建議
1. 定期清潔光學鏡片(每周至少一次)
2. 每月檢查激光器冷卻系統
3. 每季度校準光路系統
4. 保持工作環境清潔,控制溫濕度(建議溫度20-25℃,濕度40-60%)
通過以上參數設置和優化技巧,PCB在線激光鐳雕機可以實現高質量、高對比度的黑色標記效果,滿足各類PCB產品的標識需求。實際應用中需根據具體設備和材料特性進行微調,以獲得最佳效果。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
PCB在線激光鐳雕機參數設置
PCB在線激光鐳雕機參數設置

PCB在線激光鐳雕機參數設置指南
一、設備概述
PCB在線激光鐳雕機是一種高精度、高效率的工業設備,專門用于印刷電路板(PCB)上的文字、圖形和二維碼等信息的永久性標記。該設備采用激光技術,通過精確控制激光參數,可在各種PCB材料表面實現清晰、持久的標記效果。
二、核心參數設置
1. 激光功率參數
– 功率范圍:通常設置在10%-90%之間(具體視材料而定)
– 推薦設置:
– FR-4基板:30-50W
– 鋁基板:40-60W
– 陶瓷基板:50-70W
– 功率調節原則:功率過高可能導致材料燒蝕過度,功率不足則標記不清晰
2. 頻率參數
– 頻率范圍:20kHz-100kHz
– 常用設置:
– 精細標記:80-100kHz
– 常規標記:50-80kHz
– 深度雕刻:20-50kHz
– 頻率影響:高頻適合精細標記,低頻適合深度雕刻
3. 掃描速度
– 速度范圍:100-2000mm/s
– 推薦設置:
– 高精度標記:100-300mm/s
– 生產級標記:500-1000mm/s
– 快速標記:1000-1500mm/s
– 速度調節:速度與功率需匹配,速度越快所需功率越高
三、輔助參數設置
1. 填充參數
– 填充間距:0.02-0.1mm
– 填充角度:0°、45°、90°或自定義
– 填充方式:單向填充、雙向交叉填充
2. 聚焦參數
– 焦距調節:根據材料厚度調整,通常使用自動對焦系統
– 焦點位置:表面聚焦或輕微離焦(視效果需求而定)
3. 氣體參數(如配備輔助氣體)
– 氣體類型:空氣、氮氣或惰性氣體
– 氣體壓力:0.2-0.5MPa
– 氣體流量:10-30L/min
四、材料相關參數優化
1. FR-4基板參數
– 功率:35-45W
– 頻率:60-80kHz
– 速度:800-1200mm/s
– 填充間距:0.05mm
2. 鋁基板參數
– 功率:45-55W
– 頻率:50-70kHz
– 速度:600-1000mm/s
– 填充間距:0.06mm
3. 高頻板參數
– 功率:30-40W
– 頻率:70-90kHz
– 速度:1000-1500mm/s
– 填充間距:0.04mm
五、質量控制參數
1. 對比度調節
– 通過功率/速度比調節標記深淺
– 推薦對比度范圍:60%-80%
2. 邊緣清晰度
– 受聚焦質量和掃描速度影響
– 清晰度檢測標準:線寬偏差<±10μm 3. 均勻性控制 - 填充重疊率:10%-20% - 均勻性檢測:目視無明顯深淺差異 六、生產優化建議 1. 批量生產參數:在保證質量前提下盡量提高速度 2. 首件檢驗:每批次開始前進行參數驗證 3. 定期校準:每周進行光路和焦距校準 4. 環境控制:保持溫度20-25℃,濕度40-60% 5. 維護周期:每500工作小時進行專業維護 七、安全注意事項 1. 操作人員必須佩戴專用激光防護眼鏡 2. 設備工作區域設置安全警示標識 3. 禁止在設備運行時打開防護罩 4. 定期檢查激光器冷卻系統 5. 緊急停止按鈕必須保持功能正常 通過以上參數的科學設置和優化,PCB在線激光鐳雕機可以實現高效率、高質量的標記效果,滿足現代電子制造業對PCB標記的嚴格要求。實際應用中,建議根據具體設備型號和材料特性進行微調,并通過實驗確定最佳參數組合。
點擊右側按鈕,了解更多激光打標機報價方案。
激光鐳雕機使用教程
激光鐳雕機使用教程

激光鐳雕機使用教程
一、設備簡介
激光鐳雕機是一種利用高能量激光束在各種材料表面進行永久性標記的設備。它通過計算機控制激光束的運動軌跡,可在金屬、塑料、木材、玻璃等多種材料上雕刻文字、圖案、條形碼等信息。
二、安全注意事項
1. 眼部保護:激光對眼睛有嚴重傷害,操作時必須佩戴專用防護眼鏡
2. 通風要求:雕刻某些材料可能產生有害氣體,確保工作區域通風良好
3. 防火措施:遠離易燃物品,工作臺附近配備滅火器
4. 禁止觸摸:設備工作時嚴禁觸摸激光頭和移動部件
5. 專人操作:未經培訓人員不得使用設備
三、操作前準備
1. 檢查電源連接是否穩定
2. 確認冷卻系統(如水冷機)正常工作
3. 清潔工作臺面,確保無雜物
4. 根據材料類型選擇合適的激光參數(功率、速度等)
5. 安裝并固定待加工工件
四、基本操作步驟
1. 開機順序:
– 打開主電源開關
– 啟動冷卻系統
– 開啟激光器電源
– 啟動控制計算機
2. 軟件操作:
– 打開激光雕刻專用軟件
– 導入或設計需要雕刻的圖形/文字
– 設置雕刻參數(功率、速度、頻率等)
– 通過軟件預覽雕刻效果
3. 對焦調整:
– 使用對焦尺或自動對焦功能
– 確保激光焦點位于材料表面最佳位置
4. 試刻測試:
– 在材料邊角處進行小范圍試刻
– 檢查效果并調整參數
5. 正式雕刻:
– 確認參數無誤后開始正式雕刻
– 觀察初始雕刻過程,確保正常
6. 關機順序:
– 關閉激光器電源
– 關閉冷卻系統(確保激光器完全冷卻后再關閉)
– 關閉主電源
– 清潔工作區域
五、參數設置指南
1. 功率設置:
– 金屬材料:較高功率(60-80%)
– 塑料/木材:中等功率(40-60%)
– 玻璃/陶瓷:較低功率(20-40%)
2. 速度設置:
– 精細圖案:較低速度
– 簡單文字:中等速度
– 大面積填充:較高速度
3. 頻率設置:
– 金屬雕刻:較高頻率(20-50kHz)
– 非金屬材料:較低頻率(5-20kHz)
六、日常維護
1. 定期清潔光學鏡片(使用專用清潔劑和無塵布)
2. 檢查并清潔導軌,適量添加潤滑油
3. 保持工作環境清潔,避免灰塵積累
4. 定期檢查激光器冷卻系統水位和水質
5. 記錄設備使用情況和維護日志
七、常見問題解決
1. 雕刻深度不一致:
– 檢查材料表面是否平整
– 重新對焦
– 檢查激光頭是否垂直
2. 雕刻邊緣不清晰:
– 降低雕刻速度
– 檢查鏡片是否清潔
– 調整激光功率
3. 設備無法啟動:
– 檢查電源連接
– 查看緊急停止按鈕是否按下
– 檢查冷卻系統是否正常工作
八、注意事項
1. 不同材料需先進行參數測試
2. 長時間不使用應定期開機運行
3. 設備異常時應立即停止使用并聯系專業人員
4. 定期進行專業維護和校準
通過本教程的系統學習,您應已掌握激光鐳雕機的基本操作方法。請在實際操作中嚴格遵守安全規范,逐步積累經驗,以獲得最佳雕刻效果。
點擊右側按鈕,了解更多激光打標機報價方案。
激光鐳雕機參數怎么調
激光鐳雕機參數怎么調

激光鐳雕機參數調整指南
一、激光鐳雕機參數調整基礎
激光鐳雕機的參數調整是確保雕刻質量的關鍵環節,合理的參數設置能夠實現高效、精準的加工效果。主要調節參數包括功率、速度、頻率、焦距和填充方式等。
1. 功率調節
功率是影響雕刻深度的主要因素,一般以百分比表示(10%-100%)。雕刻較硬材料或需要較深雕刻時,應適當提高功率;對精細圖案或薄材料,則應降低功率以防止燒穿。
2. 速度設置
雕刻速度直接影響加工效率,通常以mm/s為單位。高速適合淺雕刻或表面標記,低速則用于深雕刻。速度與功率需協調調整,高速時可能需要提高功率補償。
二、材料與參數對應關系
不同材料需要不同的參數組合才能達到最佳效果:
1. 金屬材料雕刻
– 功率:70%-100%(取決于金屬硬度和厚度)
– 速度:100-500mm/s
– 頻率:20-50kHz
– 焦點位置:材料表面上方0.1-0.3mm
2. 塑料制品雕刻
– 功率:30%-60%
– 速度:300-800mm/s
– 頻率:5-20kHz
– 注意:某些塑料可能產生有毒氣體,需確保通風
3. 木材雕刻
– 功率:40%-80%
– 速度:200-600mm/s
– 頻率:10-30kHz
– 填充間距:0.05-0.15mm
三、精細調節技巧
1. 頻率調整
頻率決定激光脈沖的密集程度,高頻適合精細雕刻,低頻適合深雕刻。一般范圍在1-100kHz之間。
2. 焦距校準
精確的焦距對雕刻質量至關重要:
1. 使用對焦工具確定最佳焦點位置
2. 對于曲面工件,可能需要動態調焦系統
3. 定期檢查鏡片清潔度和光學系統對齊
3. 填充參數
– 填充類型:單向、雙向、環形等
– 填充間距:通常為0.05-0.2mm
– 填充角度:多角度填充可減少紋理效應
四、參數優化流程
1. 材料測試:使用測試板進行參數組合試驗
2. 效果評估:檢查雕刻深度、邊緣清晰度和表面質量
3. 參數微調:基于測試結果進行精細調整
4. 參數保存:將優化參數保存為材料專用預設
五、常見問題及解決方案
1. 雕刻深度不均勻
– 可能原因:焦距不準、工作臺不平、鏡片污染
– 解決方案:重新校準焦距,檢查平臺水平度,清潔光學元件
2. 邊緣粗糙
– 可能原因:速度過快、功率不足、頻率不當
– 解決方案:降低速度或提高功率,調整頻率
3. 材料燒焦
– 可能原因:功率過高、速度過慢
– 解決方案:降低功率或提高速度,考慮使用輔助氣體
六、安全注意事項
1. 調整參數前確保設備處于待機狀態
2. 佩戴專用激光防護眼鏡
3. 工作區域保持良好通風
4. 禁止在設備運行時進行光學組件調整
5. 定期檢查冷卻系統工作狀態
七、高級參數調整
對于專業用戶,還可考慮以下高級參數:
1. 脈沖寬度:影響熱影響區大小
2. Q開關頻率:用于特定材料的高質量標記
3. 延遲時間:優化多軸聯動雕刻
4. 能量密度控制:實現漸變效果
通過系統化的參數調整和持續的優化,可以充分發揮激光鐳雕機的性能,滿足不同材料和工藝要求,實現高質量的雕刻效果。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。